2
Likes

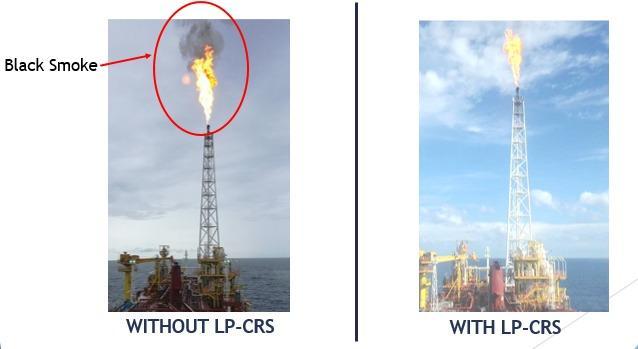
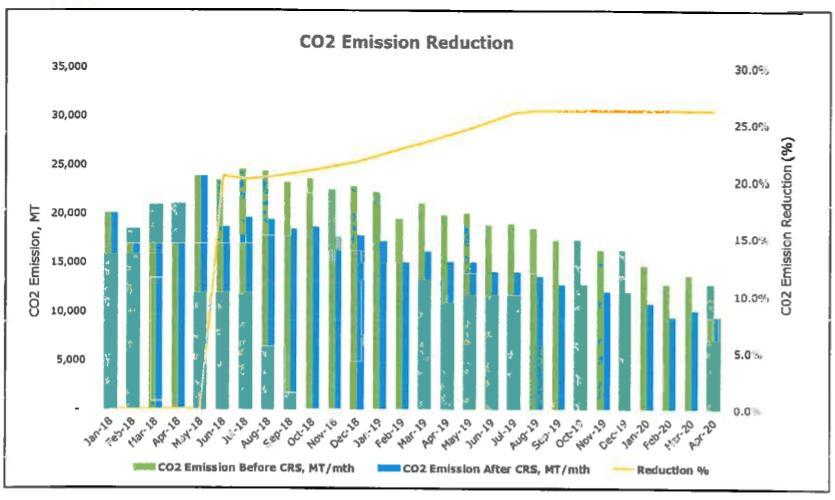
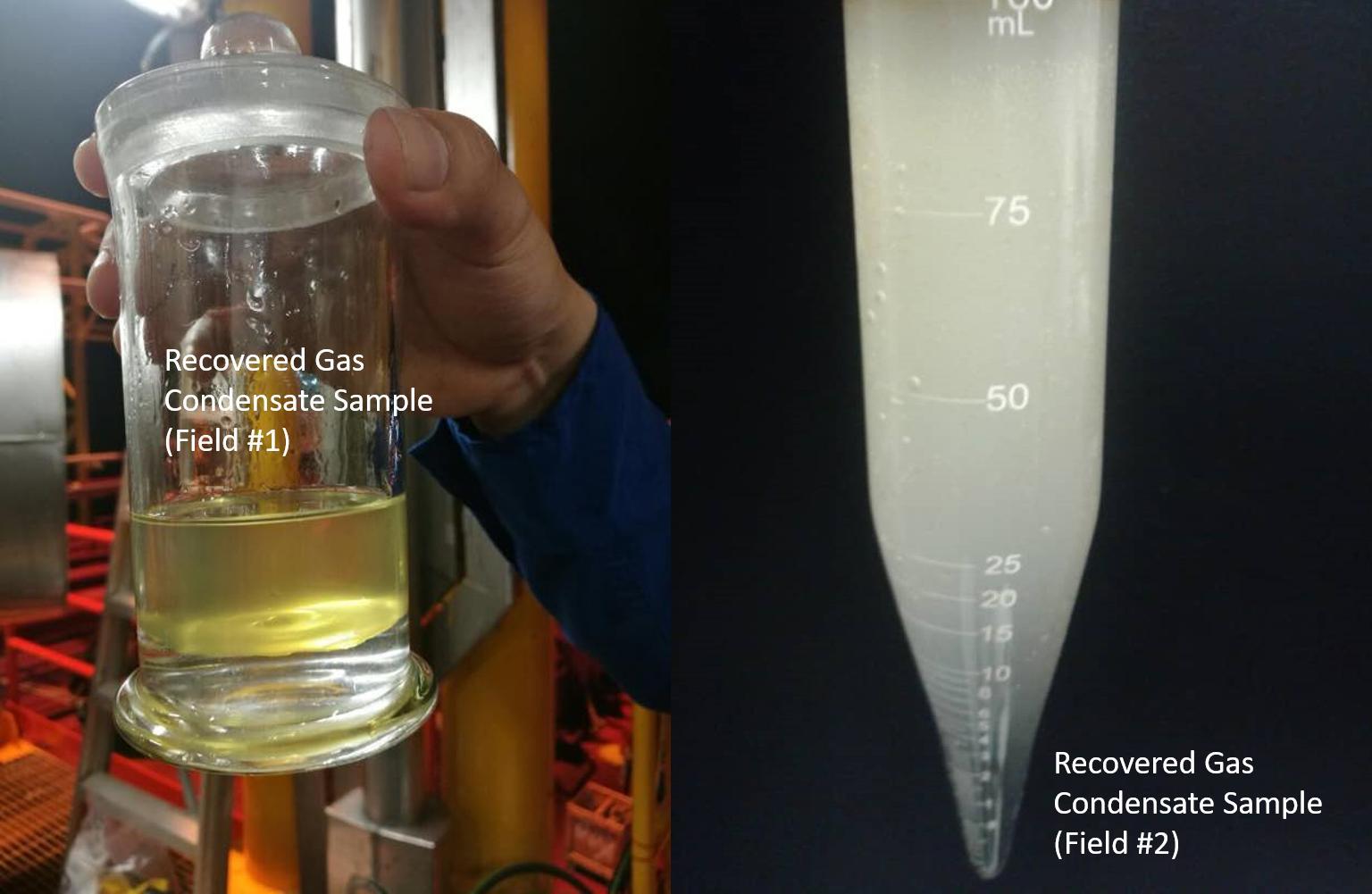
LP-CRS is designed to enhance condensate recovery from associated gases (typical recovery ranging from 50 to 100 bbls per MMSCFD of gas). The main objective of the technology is to reduce CO2 emissions by 20%-30% by means of recovering condensates (C4+ components) from the associated gases which will be otherwise flared or vented. The system uses the Evaporative Dew-Point Control Unit (EDPCU) which employs the Joule-Thompson cooling effect coupled with evaporative cooling to enhance condensate recovery. While particularly advantageous for low pressure systems operating at < 20 barG, the technology is operable for higher working pressures.
Since its commercialization, the technology has been successfully implemented in four different fields in Malaysia and Philippines, with many more prospects in progress. The implementation has been adapted to a variety of facilities; wellhead platform, FPSO, and central processing platform.
LP-CRS technology is the winner of the "Spotlight Technology Award" of OTC Asia 2018.
IChemE Malaysia Awards 2018 for "Oil and Gas" category.
Patented Technology (International Application No.: PCT/MY2020/050014) with a readiness level tier TRL-9 (System Adequacy Validated in Field).
| Specification Title | Specification Description |
|---|---|
|
Footprint
|
Flexible design based on capacity - Range from 10 tons to 140 tons
|
|
Intellectual Property
|
Internationally Patented Technology (International Application No.: PCT/MY2020/050014) filed in Malaysia, Indonesia, Singapore, and USA.
|
|
Certification
|
Electronic parts are ATEX certified as explosion proof/Flame proof (Exd)
|
|
Hazardous Area Classification
|
Standard design is for Zone 2, yet it can be upgraded to Zone 1/ Zone 0
|
|
Capacity
|
Unlimited. Skid design can be adapted to any flowrate.
|
|
Crude Grade
|
Recovered gas condensate is spiked into crude for stabilization. Mixture is light sweet crude with TVP <12 psia and RVP <10 psia
|
|
Validation
|
U-stamped pressure vessels. DOSH registered equipment. API relief system. Bureau Veritas verified design.
|
|
Automation
|
Standard design is automated via Allen Bradley unit control panel, yet it can be integrated with different systems.
|
|
Production
|
50-100 barrels per MMscfd of gas dependent on gas composition
|
|
Greenhouse gas emission
|
Reduction of CO2 emissions by 20%-30% dependent on gas composition
|
|
Location
|
Fit for wellhead platform, FPSO, MOPU, CPP, Shuttle tanker, Gas terminal
|
|
Recognition
|
'Spotlight Technology' Award winner in OTC Asia 2018, and IChemE Malaysia Awards 2018 for 'Oil & Gas'.
|
|
Specialty Equipment
|
Dew Point Control Unit using customized and compact Turboexpander
|
 Get access to reviews
Get access to reviewsSign up or log in to your explorer or platform subscription to get access to the reviews written about this technology.
The Technology Readiness Level (TRL) indicates the maturity level of novel technologies. Learn more about the TRL scale used by us.
[9/9]







Sign up or log in to your explorer or higher plan to get access to all the 4 deployment references.
Last Deployment Year









